
Valgmuligheder for forebyggelse af filterpose i forebyggelse
2025-02-25
Generelt foretrækkes hotsmeltprocessen tilfilterposeForebyggelse af lækage, og når der ikke kan anvendes en smelteproces, kan der vælges klæbende belægningsproces eller PTFE-båndproces. På grund af de komplekse røggasforhold og barske miljø for kulfyrede kraftværker vurderede vi klæbemiddelbelægningsprocessen og PTFE-båndprocessen med hensyn til varmemodstand og syrekorrosionsmodstand for at tilvejebringe en henvisning til valg af forebyggelsesforebyggelse af poselækage.
1 PTFE -båndvarmemodstand
Røggasstemperaturen på kulfyrede kraftværker er normalt over 100 ℃, nogle specielle betingelser kan nå 170 ℃, og den øjeblikkelige driftstemperatur kan endda nå mere end 200 ℃. For at simulere de faktiske arbejdsvilkår for højtemperaturmiljø, specifikationen af 5 × 5 cm testprøver placeret i en ovn med høj temperatur, varmebehandling ved 200 ℃ under betingelse af 24 timer for at observere dens tilsyneladende ændringer. Som vist i figur 1, kan det ses fra sammenligningen af prøverne belagt med klæbemiddel og PTFE -tape før og efter behandling af høj temperatur, at udseendet af de klæbende coatede prøver blev lidt gulligt i farve, men fugemassen var fast bundet med underlaget af filtermaterialet; Der henviser til, at PTFE -båndet gennemgik åbenlyst krympning, og kanterne på PTFE -båndet udstrålede et åbenlyst mørkt gult stof. Derfor kan det vises, at fusionen af PTFE -bånd og syning ikke er afhængig af den termiske fusion af PTFE og underlaget, men af klæbemidlet, som ikke er egnet til miljøer med høj temperatur.
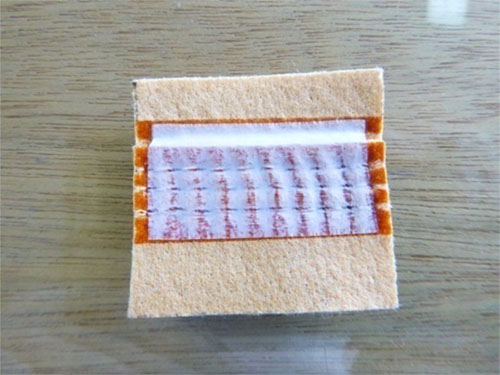
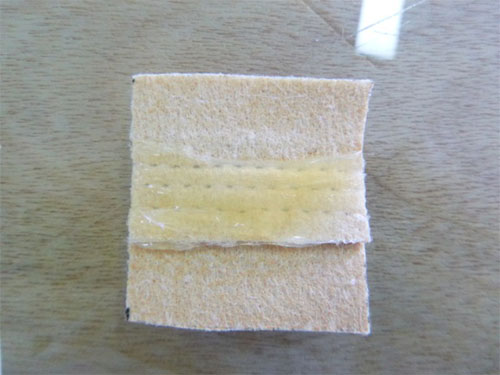
Fig. 1 prøver efter behandling med høj temperatur (venstre billede belagt med lim, højre billede med PTFE-bånd)
2. Syrebestandighed
Svovl i kul brændes for at generere SO2 og oxideres derefter og kontaktes med vand for at danne meget ætsende svovlsyre, som vil have en bestemt effekt på fugemassen og PTFE -båndet, der bruges til pinhole -tætning. For at simulere de faktiske arbejdsvilkår for syrekorrosionsmiljøet nedsænket specifikationen af 5 × 5 cm testprøver placeret i 35% svovlsyreopløsning, i 24 timer for at observere de tilsyneladende ændringer. Som vist i figur 2 ændrer prøverne, der er behandlet ved klæbemiddelbelægningsprocessen efter behandling med svovlsyreopløsning, farven ikke markant, klæbemidlet er lidt klistret, men tætningsmassen kan være fast bundet med filtersubstratet; PTFE-båndbehandlede prøver, der er behandlet af svovlsyreopløsningen, PTFE-båndet falder af, og filtersubstratet er næsten adskilt, hvilket kan skyldes klæbemidlet til PTFE-båndet er ikke syrebestandigt, der fører til faldet af PTFE-båndet. Derfor er PTFE -bånd i tekniske applikationer tilbøjelige til at falde af i syre -ætsende miljøer, hvilket resulterer i pinhole tætningssvigt og risikoen for støvlækage, så den klæbende belægningsproces er mere velegnet til stærke syre -ætsende miljøer.


Fig. 2 prøver efter behandling med svovlsyre (venstre billede belagt med lim, højre billede med PTFE -bånd)
Sammenfattende kan der gennem testsammenligningen findes, at klæbemiddelbelægningsprocessen har bedre varmemodstand og syre -korrosionsbestandighed sammenlignet med PTFE -båndprocessen.
3. typisk casestudie
En kedel i Hengyang City, Hunan -provinsen, ved hjælp af filterposen behandlet med PTFE -båndproces ved producentens pinhole A, blev sat i drift i september 2016 og enfilterposeblev tilfældigt valgt til test og evaluering efter 12 måneders drift.
Fra ydersiden af filterposen forsegles filterposen pinhole med PTFE -tape, og hovedet, kroppen og bunden af posen viser flere svulmende og skrælning af PTFE -tape. Som vist i figur 3.1 svulmede PTFE -båndet ved den lokale placering af poselegemet. På grund af svulmende og faldet af PTFE -båndet forblev en stor mængde støv inde i posen, og under mikroskopet blev det observeret, at støvet havde spredt sig til kanten af pinholes, og de lokale pinholes kunne ses at have åbenlyst støvinfiltration.


Fig. 3 PTFE -bånd, der svulmer ved den lokale position af filterposen (det venstre billede viser den samlede effekt, det rigtige billede viser det lokale mikroskopforstørrelse)
4. konklusion
FilterposeSom kernekomponenten i posefilteret kan filterposesting af pinhole virke støvlækage for at reducere risikoen for støvflugt forårsaget af emission af overdreven standarder, skal forstås fra kilden til filterpose lækageproduktion i tråd med kravene til brugen af filterpose, der foretrækkes foretrukket termisk fusionsteknologi, når det ikke er muligt at bruge den termale fusionsproces for at sting, du kan vælge at bruge adhesive coing coinging -proces båndproces. De eksperimentelle resultater viser, at klæbende belægningsprocessen har bedre varmemodstand og syrekorrosionsmodstand end PTFE -båndprocessen; Og der er en risiko for, at PTFE -båndet falder af, og støv vil trænge igennem pinholes, når PTFE -båndprocessen faktisk påføres. Når den varme smelteproces ikke kan bruges, skal der anvendes en mere pålidelig klæbemiddelbelægningsproces, og PTFE -båndprocessen skal vælges omhyggeligt.



X
We use cookies to offer you a better browsing experience, analyze site traffic and personalize content. By using this site, you agree to our use of cookies.
Privacy Policy