
Hvordan vælger man forebyggelsesprocessen for forebyggelse af filterposen?
2024-09-27
Som vi nævnte før, er der 3 processer, der skal undgåfilterposelækage. Hotsmeltbehandling er den bedste metode med lave omkostninger og god lækageforebyggelseseffekt. Når varm smelteproces ikke kan bruges, hvordan skal vi vælge de resterende to processer? Ved at tage røggas fra kulfyrede kraftværker som et eksempel vurderer følgende belægningsproces og PTFE-båndproces fra de to aspekter af varmemodstand og syrekorrosionsbestandighed, hvilket giver en henvisning til valg af forebyggelsesforanstaltninger.
1 PTFE -båndvarmemodstand
Røggasstemperaturen på kulfyrede kraftværker er normalt over 100 ° C, og i nogle specielle arbejdsvilkår kan den nå 170 ° C, og den øjeblikkelige driftstemperatur kan endda nå over 200 ° C. Filterposer, der bruges i termiske kraftværker, skal være i stand til at arbejde i miljøer med høj temperatur. For at simulere det høje temperaturmiljø for faktiske arbejdsforhold blev testprøverne med en specifikation på 5 × 5 cm anbragt i en høje temperaturovn, og deres udseende blev observeret efter varmebehandling ved 200 ° C i 24 timer. Som vist i figur 2.1, fra sammenligningen af prøverne behandlet ved limbelægning og PTFE-båndproces før og efter høj temperaturbehandling, kan det ses, at udseendet farve på den limbelagte prøve let blev lysegul, men fugemassen blev fast bundet til filtermaterialets substrat; Mens PTFE -båndet krympet markant, og åbenlyse mørke gule stoffer oozed ud af kanten af PTFE -båndet. Derfor kan det forklares, at fusionen af PTFE-båndet og sømmen ikke er baseret på den termiske fusion af PTFE og underlaget, men på klæbemidlets vedhæftning, og denne type klæbemiddel er ikke egnet til høje temperaturmiljøer.
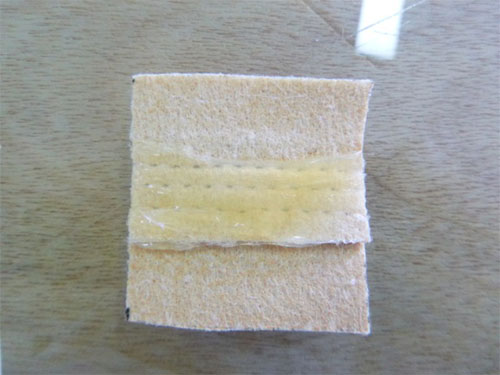
Figur 1 Prøve efter behandling af høj temperatur (det øverste billede viser belagt med lim, og det nedre billede viser PTFE -bånd)
2 syre korrosionsmodstand
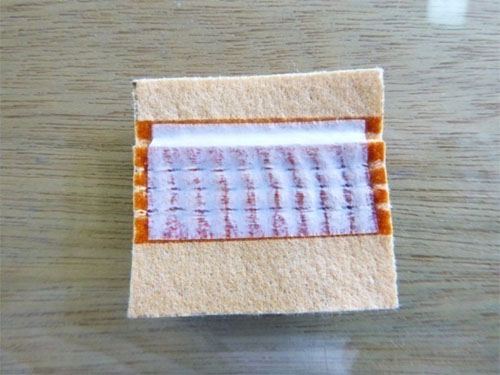
Svovl produceres, når kul brændes, og derefter dannes svovlsyre med stærke ætsende egenskaber efter oxidation og kontakt med vand, hvilket vil have en bestemt effekt på fugemassen og PTFE -båndet, der bruges til at forsegle pinholes. For at simulere det syrekorrosive miljø under faktiske arbejdsvilkår blev der placeret et eksemplar med en specifikation på 5 x 5 cm i en 35% svovlsyreopløsning og observeret for betydelige ændringer efter 24 timers nedsænkning. Som vist i figur 2.3 har prøven behandlet med klæbemiddel ingen åbenlyst farveændring i udseende efter kontakt med svovlsyreopløsningen, og kolloidet er lidt klistret, men fugemassen kan klæbes fast til underlaget af filtermaterialet; Prøven behandlet med PTFE -tape er løsrevet efter kontakt med svovlsyreopløsningen og er næsten adskilt fra underlaget af filtermaterialet. Årsagen kan være, at klæbemidlet af PTFE -bånd ikke er resistent over for syre -korrosion, hvilket fører til afskalning af PTFE -bånd. Derfor er det mere passende at bruge den klæbende belægningsproces i ingeniørapplikationer, hvor PTFE -bånd er tilbøjelige til at skrælle af i stærke syre -ætsende miljøer, hvilket fører til risikoen for pinhole tætningssvigt og støvlækage.


Figur 2 prøver efter svovlsyrebehandling (det øverste billede viser belagt med lim, og det nedre billede viser PTFE -bånd)
Afslutningsvis viser eksperimentelle sammenligninger, at varmen og syremodstanden for klæbemiddelbelægningsprocessen er bedre end PTFE -båndprocessen.
3. typisk sagsanalyse
Efter et års brug havde kundens filterpose med PTFE -bånd mange problemer.
Vi bemærkede, atfilterposeHavde et antal PTFE -bånd buler og kaste på ydersiden. Dette var på pinhole, taskehoved, taske krop og bunden af posen. Figur 3.1 viser PTFE -båndet, der svulmer i poselegemet. Båndet svulmer, falder af og efterlader en masse støv inde. Da vi kiggede på det under et mikroskop, kunne vi se, at støvet havde spredt sig til kanten af pinhole og var ved at komme ind i det lokale pinhole.


Figur 3.1 PTFE -bånd, der svulmer i en del af filterposen (det øverste billede er det samlede effektbillede, det nedre billede er et delvis mikroskop forstørret billede)
4 Konklusion
Filterpose som kernekomponent i posefilter,filterposeSting ved pinhullet kan forekomme støvlækage for at reducere risikoen for støvlækage forårsaget af overdreven emissioner, skal forstås fra kilden til filterposelækageproduktionen for at imødekomme kravene til brugen af filterposen, der foretrækkes, foretrukket varm smelteproces, når det ikke er muligt at bruge den varme smelteproces til syning, kan du vælge at bruge adhesiv coating -proces og PTFE -bånd. Eksperimentelle resultater viser, at klæbende belægningsprocessen har bedre varmemodstand og syrekorrosionsmodstand end PTFE -båndprocessen. Derudover er der en risiko for, at PTFE -båndet skræles af og støvindtrængning gennem pinholes i praktiske anvendelser af PTFE -bånd. Derfor, når det ikke er muligt at bruge den varme smelteproces, skal du vælge en pålidelig, stærk klæbende belægningsproces, skal valget af PTFE -båndproces være forsigtig.



X
We use cookies to offer you a better browsing experience, analyze site traffic and personalize content. By using this site, you agree to our use of cookies.
Privacy Policy